
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Tác động của áp suất khí đến chất lượng bề mặt cắt laser
Công nghệ cắt laser được sử dụng rộng rãi trong các lĩnh vực khác nhau do những ưu điểm của nó như độ chính xác cao và hiệu quả cao. Tuy nhiên, bạn có biết rằng kích thước của áp suất khí trong quá trình cắt laser có tác động quan trọng đến phần cắt không?
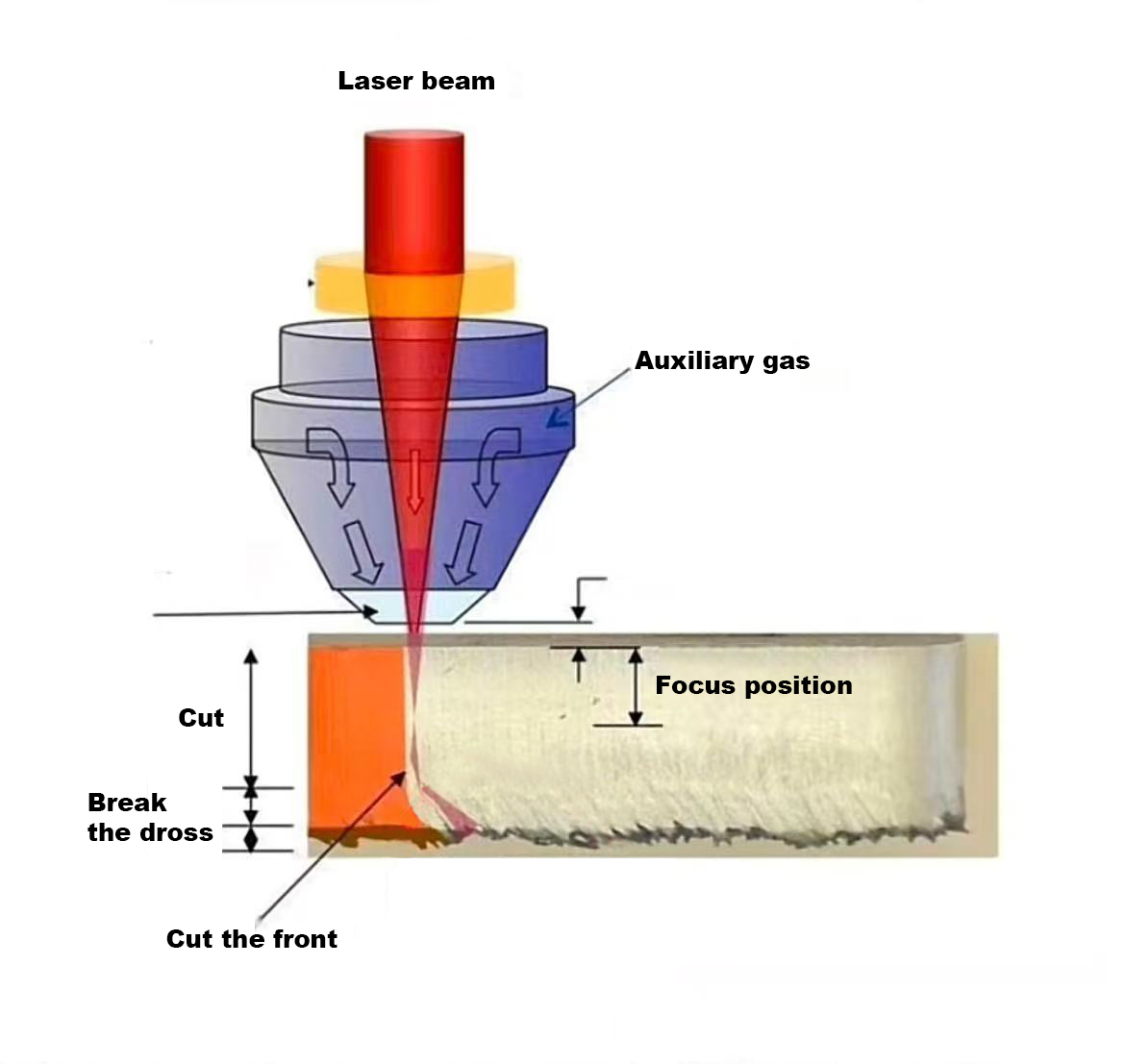
Cắt laser sử dụng năng lượng cao của laser để bốc hơi ngay lập tức kim loại và sử dụng khí phụ để thổi bay xỉ trên bề mặt của phôi để hoàn thành việc cắt. Khí cắt không chỉ giúp tiêu tan nhiệt và hỗ trợ đốt cháy, mà còn thổi đi các vết bẩn nóng chảy để làm cho phần cắt mịn. Tuy nhiên, khi áp suất khí thay đổi, phần cắt cũng sẽ trình bày các trạng thái khác nhau.
Khi áp suất của khí cắt quá thấp, xỉ trong quá trình cắt không thể bị thổi bay một cách hiệu quả, dẫn đến một số vết bẩn nóng chảy ở dưới cùng của phôi. Sau khi làm mát, các vết bẩn nóng chảy này sẽ tạo thành các khối, ảnh hưởng đến độ mịn của bề mặt cắt và giảm chất lượng cắt. Ngoài ra, áp suất khí quá thấp cũng có thể gây khó khăn cho chùm tia laser để thâm nhập vào vật liệu, tăng thời gian thủng và do đó làm giảm hiệu quả sản xuất và tốc độ cắt. Về lâu dài, điều này sẽ không chỉ ảnh hưởng đến độ chính xác cắt mà còn gây ra các điểm nóng chảy trên bề mặt phôi, làm trầm trọng thêm vấn đề về chất lượng cắt.

Mặt khác, khi áp suất của khí cắt quá cao, phần cắt có thể xuất hiện thô và chiều rộng đường may tăng. Áp lực khí quá mức sẽ gây ra thổi quá mức trong khu vực cắt, gây ra sự tan chảy một phần của bề mặt cắt, do đó ảnh hưởng đến độ phẳng của bề mặt cắt và gây khó khăn cho việc tạo thành một phần cắt lý tưởng. Đặc biệt là tại điểm thâm nhập, áp suất khí quá mức sẽ làm nặng thêm sự nóng chảy, dẫn đến một điểm nóng chảy lớn hơn, ảnh hưởng hơn nữa đến chất lượng cắt.

Trong quá trình cắt laser thực tế, việc kiểm soát áp suất khí phải được điều chỉnh chính xác theo loại, độ dày và yêu cầu cắt của vật liệu. Các vật liệu khác nhau có các yêu cầu khác nhau cho áp suất khí. Ví dụ, khi cắt thép carbon thông thường, áp suất khí cắt bắt buộc sẽ giảm tương đối khi độ dày vật liệu tăng lên; Trong khi đối với các vật liệu bằng thép không gỉ, áp suất khí cắt sẽ tăng tương ứng khi độ dày vật liệu tăng. Bằng cách điều chỉnh hợp lý áp suất khí, các vết nóng chảy còn lại hoặc tan chảy quá mức trong quá trình cắt có thể tránh được một cách hiệu quả, do đó đảm bảo rằng bề mặt cắt mịn và tốt và đáp ứng các tiêu chuẩn sản xuất.

Với công nghệ điều chỉnh áp suất khí chính xác của nó, laser HuaweiMáy cắt laser kim loạiCó thể tự động tối ưu hóa áp suất khí theo nhu cầu của các vật liệu khác nhau để đảm bảo hiệu quả và độ chính xác cao trong quá trình cắt.



