
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Chọn vị trí lấy nét để cắt laser của các kim loại khác nhau
Trong quy trình cắt laser, chọn chính xác vị trí lấy nét dựa trên loại vật liệu là chìa khóa để đảm bảo cắt giảm chất lượng và hiệu quả. Khía cạnh kỹ thuật này đã đạt được sự chú ý đáng kể trong toàn ngành.
1. Cắt thép carbon
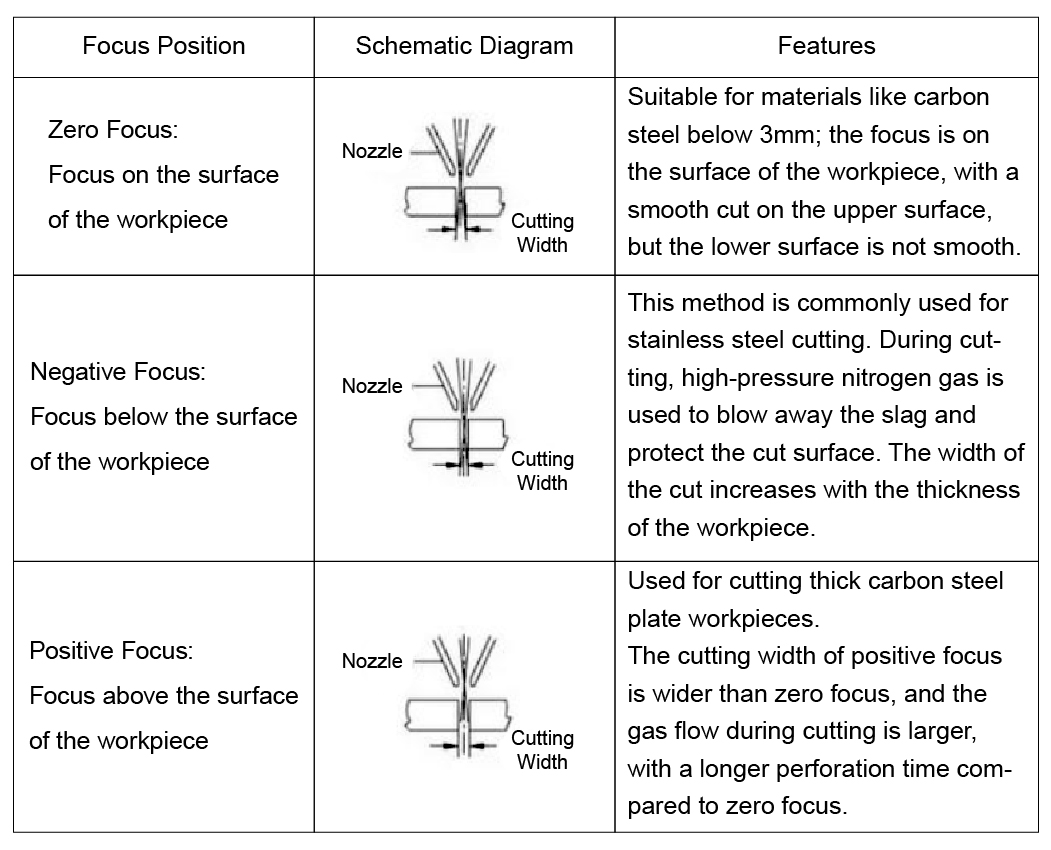
Cắt tấm mỏng:Để cắt các tấm mỏng hơn (chẳng hạn như1-3mm), không lấy nét, trong đó tiêu điểm được định vị trên bề mặt của vật liệu, thường được sử dụng. Điều này giúp cải thiện độ chính xác cắt, giảm vùng bị ảnh hưởng bởi nhiệt và đạt được các cạnh cắt mịn hơn.
Cắt tấm trung bình và dày:Khi cắt các tấm thép carbon dày trung bình (6-16mm), trọng tâm tích cực thường là sự lựa chọn ưa thích. Với tiêu điểm được đặt phía trên vật liệu, chùm tia laser lan rộng hơn khi tiếp cận bề mặt vật liệu, giúp loại bỏ xỉ và dẫn đến một bề mặt cắt sáng hơn, mịn hơn.
Cắt tấm dày:Đối với các tấm dày hơn16mm, tiêu điểm tiêu cực thường được sử dụng để tăng cường tốc độ cắt, mặc dù điều này có thể làm giảm một chút chất lượng của cạnh cắt.
2. Cắt thép không gỉ
Cắt tấm mỏng:Để cắt các tấm mỏng, laser liên tục thường sử dụng tiêu điểm bằng 0 để đảm bảo bề mặt cắt mịn, với bề mặt trên gần tiêu điểm nhận được vết cắt sạch nhất.
Cắt tấm trung bình và dày:Đối với các tấm dày trung bình, để đảm bảo chất lượng cạnh tốt, trọng tâm tiêu cực thường được áp dụng. Trọng tâm được đặt sâu hơn trong vật liệu để mở rộng và cải thiện lưu lượng vật liệu khí và nóng chảy, đảm bảo rằng mật độ năng lượng đủ được áp dụng cho khu vực cắt.
3. Cắt nhôm
Cắt tấm mỏng:Khi cắt các tấm mỏng, cả trọng tâm bằng không và tiêu điểm tích cực nhẹ có thể được sử dụng. Zero Focus cung cấp độ chính xác và chất lượng bề mặt tốt hơn, trong khi trọng tâm tích cực là phù hợp khi độ dọc là một yêu cầu quan trọng. Nó đảm bảo vết cắt rộng hơn một chút ở phía trên so với ở phía dưới, tạo điều kiện cho việc loại bỏ xỉ và duy trì độ dọc.
Cắt tấm trung bình và dày:Đối với các tấm dày trung bình, cả trọng tâm tích cực và tiêu điểm tiêu cực có thể được sử dụng. Trọng tâm tích cực đòi hỏi đủ năng lượng laser và áp suất khí phụ. Khi sử dụng tiêu điểm tiêu cực, trọng tâm thường được định vị ở mức 1/3 đến 1/2 độ dày của tấm, cung cấp độ cắt ổn định hơn và giảm độ nhám trên bề mặt cắt.
4. Cắt đồng
Tiêu điểm tiêu cực (tập trung dưới bề mặt): Đối với đồng, tiêu điểm tiêu cực là sự lựa chọn tối ưu, đặc biệt đối với các tấm đồng dày hơn (từ 6 mm trở lên). Trọng tâm tiêu cực làm tăng sự thâm nhập của laser, bù cho độ phản xạ cao của đồng và cho phép chùm tia laser tập trung hiệu quả hơn. Điều này tăng cường nồng độ nhiệt và cải thiện độ sâu và hiệu quả cắt.
Không lấy nét (lấy nét ở bề mặt):Cho các tấm đồng mỏng (1-3mm), không lấy nét cũng là một lựa chọn khả thi, cung cấp độ chính xác cắt tốt hơn và giảm thiểu vùng bị ảnh hưởng bởi nhiệt, làm giảm biến dạng cạnh trong quá trình cắt.
Bằng cách chọn vị trí lấy nét thích hợp, hiệu quả cắt laser và chất lượng có thể được cải thiện đáng kể cho các vật liệu kim loại khác nhau. Sự lựa chọn tập trung tích cực, tiêu điểm tiêu cực hoặc không lấy nét chủ yếu được xác định bởi độ dày, độ dẫn nhiệt và độ phản xạ của vật liệu. Trong thực tế, vị trí lấy nét chính xác đảm bảo các cạnh cắt trơn tru, độ sâu cắt có kiểm soát và các vùng bị ảnh hưởng bởi nhiệt, dẫn đến hiệu suất xử lý tối ưu.



