
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Hiểu về việc cho ăn dây bằng hàn laser
Công nghệ cho ăn dây trong hàn laser là một thành phần quan trọng để đạt được hàn chất lượng cao. Bằng cách lựa chọn hợp lý vật liệu dây, đường kính, phương pháp cho phép dây và kiểm soát chính xác tốc độ cho ăn dây, hiệu quả hàn và chất lượng khớp có thể được cải thiện một cách hiệu quả. Các chi tiết sau đây Nguyên tắc làm việc của bộ nạp dây, lựa chọn dây, tốc độ cho ăn dây và các điểm kỹ thuật khác.
1. Nguyên tắc làm việc của bộ nạp dây
Bộ nạp dây là một thiết bị được sử dụng đặc biệt để cung cấp dây hàn cho khu vực hàn laser. Quá trình làm việc của nó bao gồm các liên kết chính sau:
Động cơ cho ăn dây:Bộ nạp dây điều khiển hệ thống cho ăn dây qua động cơ để đẩy dây hàn vào súng hàn.
Ống thức ăn dây:Bộ nạp dây cung cấp dây hàn vào súng hàn thông qua một ống phân phối thon. Ống cấp dây thường được thiết kế theo hình cong để đảm bảo rằng dây hàn có thể được cho ăn trơn tru.
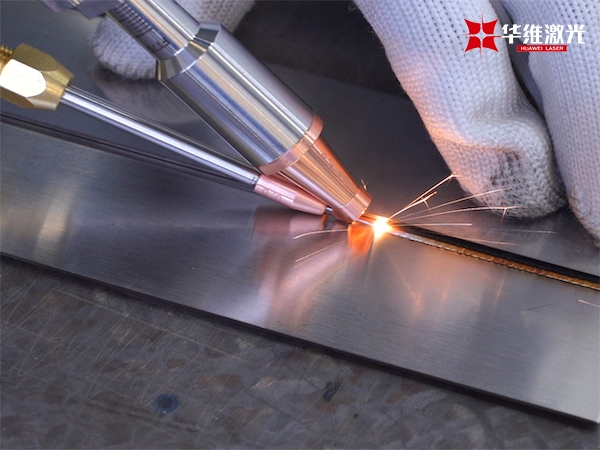
Vòi phun dây:Dây hàn được chuyển đến súng hàn đi vào khu vực hàn của chùm tia laser qua vòi và tác dụng lên phần hàn cùng với chùm tia laser.
Hệ thống cho ăn dây thường cần làm việc đồng bộ với thiết bị hàn laser để đảm bảo phân phối chính xác dây hàn và chiếu xạ hiệu quả của chùm tia laser, do đó đảm bảo sự ổn định của bể nóng chảy và chất lượng của khớp hàn.
2. Lựa chọn vật liệu dây hàn
Việc lựa chọn vật liệu dây hàn ảnh hưởng trực tiếp đến chất lượng hàn và sức mạnh chung. Các vật liệu cơ sở khác nhau đòi hỏi các loại dây hàn khác nhau để đảm bảo hiệu suất của khớp hàn. Vật liệu dây hàn phổ biến bao gồm dây hàn bằng thép không gỉ, dây hàn hợp kim nhôm, dây hàn đồng, v.v ... Các yếu tố sau đây cần được xem xét khi chọn:
Kết hợp vật liệu cơ bản:Thành phần hóa học của dây hàn phải phù hợp với vật liệu cơ sở để tránh các khuyết tật hàn do không tương thích vật liệu.
Yêu cầu tài sản cơ học:Các tính chất cơ học (như cường độ, độ cứng, v.v.) của vật liệu dây hàn phải đáp ứng các yêu cầu ứng dụng để đảm bảo rằng khớp có đủ sức mạnh.
Khả năng chống ăn mòn và khả năng chống nhiệt độ cao: Đối với các bộ phận được sử dụng trong một số môi trường đặc biệt, khả năng chống ăn mòn và điện trở nhiệt độ cao của dây hàn cũng phải đáp ứng các tiêu chuẩn liên quan.
3. Lựa chọn đường kính dây
Kích thước của đường kính dây ảnh hưởng trực tiếp đến lượng chất độn, điều khiển hồ bơi nóng chảy và tốc độ hàn của hàn. Phạm vi đường kính dây phổ biến thường nằm trong khoảng từ 0,8mm đến 2,4mm và lựa chọn cụ thể phụ thuộc vào các yếu tố sau:
Độ dày của vật liệu gốc: Hàn tấm mỏng thường sử dụng dây mỏng hơn (chẳng hạn như 0,8mm hoặc 1,0mm) để điều khiển chính xác hồ nóng chảy, trong khi các tấm dày yêu cầu dây dày hơn (như 1.6mm hoặc 2.0mm) để cung cấp đủ vật liệu phụ.
Vị trí hàn:Đối với các mối hàn ngang hoặc treo, dây mỏng hơn sẽ dễ dàng kiểm soát bể nóng chảy và giảm các khiếm khuyết hàn do các bể nóng chảy quá mức.
Sức mạnh hàn:Một hệ thống laser công suất cao hơn có thể được khớp với một dây dày hơn để cung cấp nhiều kim loại phụ hơn để đáp ứng các yêu cầu hàn cường độ cao.
Việc chọn đường kính dây phải giúp cải thiện hiệu quả hàn, giảm khiếm khuyết hàn và đảm bảo chất lượng của khớp hàn.
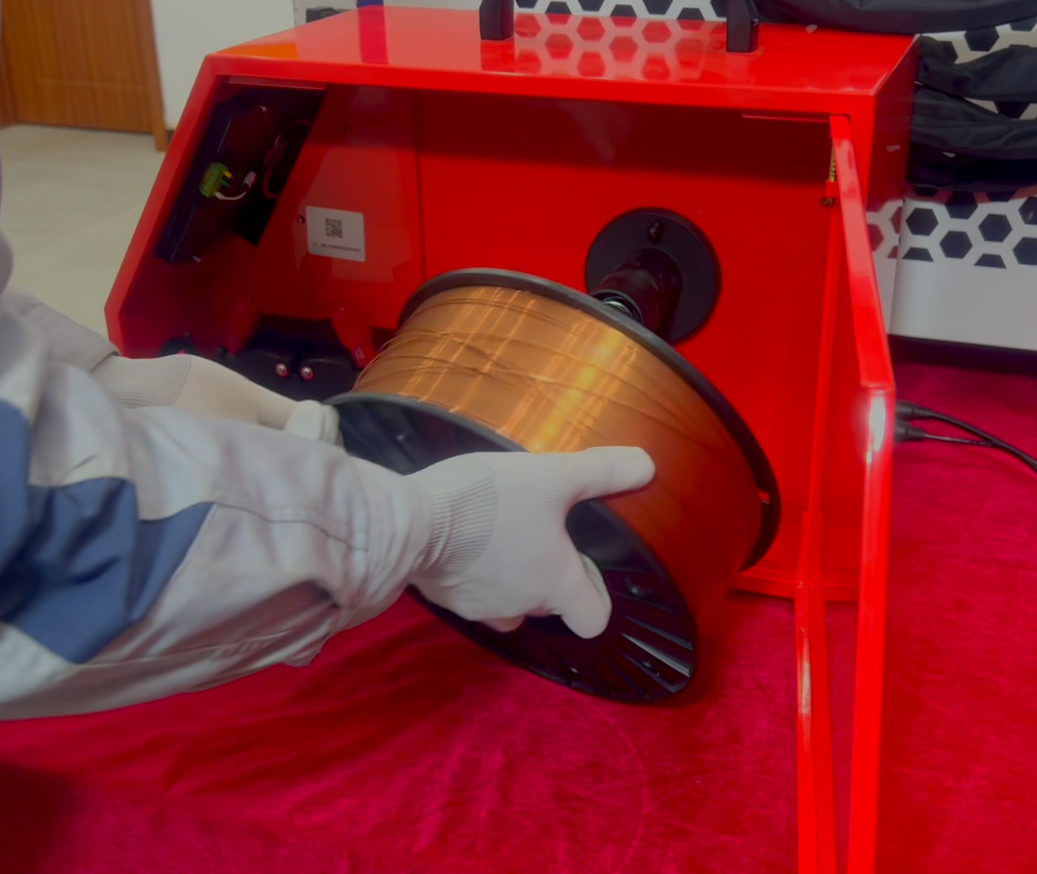
4. Cách thức ăn dây vào súng hàn
Dây thường được đưa vào súng hàn thông qua ống cấp dây của bộ nạp dây. Quá trình cho dây hàn vào súng hàn là rất chính xác, và thường có một số cách:
Hệ thống cho ăn dây cơ học:Dây hàn được điều khiển vào ống cho ăn bằng động cơ và bánh xe, và sau đó dây hàn được đưa vào khu vực hàn laser thông qua hệ thống hướng dẫn.
Hệ thống cho ăn dây khí nén:Khí (như nitơ hoặc không khí nén) được sử dụng để đẩy dây hàn dọc theo ống cho ăn. Phương pháp này tương đối đơn giản, nhưng nó đòi hỏi điều khiển luồng không khí chính xác để ngăn dây hàn lệch hoặc bị kẹt.
Quá trình cho ăn dây phải đảm bảo rằng dây hàn trơn tru, không bị phá vỡ và không can thiệp vào các thành phần khác. Thiết kế của súng hàn thường có một thiết bị dẫn hướng để đảm bảo lắp dây chính xác của dây hàn bằng chùm tia laser.

5. Kiểm soát tốc độ cho ăn dây
Tốc độ cho ăn dây là một trong những thông số chính trong hàn laser. Việc lựa chọn tốc độ cho ăn dây cần xem xét năng lượng laser, tốc độ hàn, đường kính dây và kích thước của bể nóng chảy. Thông thường, tốc độ cho ăn dây cần được đồng bộ hóa với tốc độ hàn laser để đảm bảo rằng dây hàn có thể được đưa vào bể nóng chảy với tốc độ ổn định.
Tốc độ cho ăn dây quá mức:Có thể gây ra quá nhiều kim loại phụ, tăng bể nóng của khớp quá lớn hoặc quá nhiều, điều này có thể gây ra khiếm khuyết hàn.
Tốc độ cho ăn dây quá chậm:Nó có thể dẫn đến dây hàn không đủ, hồ nóng chảy quá nhỏ, không đủ sức mạnh của khớp hàn và thậm chí hàn không hoàn chỉnh.
Để kiểm soát chính xác tốc độ cho ăn dây, các bộ cấp nguồn hiện đại thường được trang bị các hệ thống điều khiển chính xác cao, có thể tự động điều chỉnh tốc độ cho ăn theo thời gian thực của quá trình hàn (như năng lượng laser, tốc độ hàn, nhiệt độ bể nóng chảy, v.v.) để đảm bảo độ ổn định và chất lượng cao của quá trình hàn.

Nếu bạn muốn tìm hiểu thêm về công nghệ hàn laser và các giải pháp cho ăn dây, vui lòng liên hệ với Huawei Laser. Laser Huawei tập trung vào nghiên cứu và phát triển và ứng dụng công nghệ hàn laser, cung cấp hỗ trợ kỹ thuật toàn diện và các dịch vụ tùy chỉnh để giúp các công ty cải thiện công nghệ hàn và hiệu quả sản xuất.


